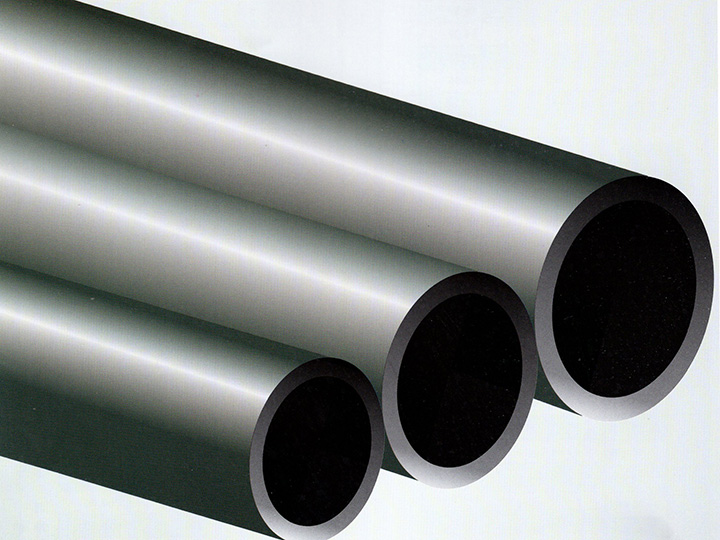
大口径排污用聚乙烯(PE)管材

产品概述
HDPE是高密度聚乙烯的简称,又叫高分子量聚乙烯。HDPE为无味、无臭的白色颗粒,熔点约为130℃,相对密度为0.941-0.960。它具有良好的耐热性和耐寒性,化学稳定性好,还具有较高的刚性和韧性,机械强度好。HDPE还具有好的介电性能,特别是绝缘介电强度高,使其适用于电线电缆,耐环境应力开裂性好。
HDPE大口径排污管和HDPE给水管材的特点相似,具有连接可靠、低温抗冲击优良、抗应力开裂性优良、耐化学腐蚀性优良、耐老化、使用寿命长、耐磨性好、可挠性好、水流阻小、搬运方便、施工方式多种性优良等特点。
用途说明
1、城镇雨、污水排放分流
HDPE大口径排污管具有抗酸腐、施工方便等综合优势,已成为城镇雨、污水排放分流的管材。
2、食品、化工领域
HDPE大口径排污管具有耐化学腐蚀性能,可用于各种酸碱盐的输送或排放,使用寿命长,成本及维护费用低。
3、置换水泥管、铸铁管和钢管
对于城市原有敷设的水泥管、铸铁管等进行旧管改造,可以不经过大面积开挖,直接将HDPE大口径排污管插入旧管中进行替换,工程造价低,施工时间短,适用于老城区的管路改造。
4、园林绿化管网
园林绿化需要大量的输水管道,HDPE大口径排污管成本低廉,值得大力推广。
包装储运
贮存时应远离火源,隔热,仓库内应保持干燥、整洁,严禁混入任何杂质,严禁日晒、雨淋。运输应贮放在清洁、干燥有顶棚的车厢或船舱内,不得有铁钉等尖锐物。严禁与易燃的芳香烃、卤代烃等有机溶剂混运。
热熔连接
焊接参数
热熔连接图示说明
热熔对接:使用该方法连接时,采用热熔对接焊接,具体步骤如下:
电熔连接:电熔承插连接的特点是连接方便、迅速,外界因素干扰小,在口径较小的管道及施工困难的场合下应用比较经济,具体步骤如下:
HDPE是高密度聚乙烯的简称,又叫高分子量聚乙烯。HDPE为无味、无臭的白色颗粒,熔点约为130℃,相对密度为0.941-0.960。它具有良好的耐热性和耐寒性,化学稳定性好,还具有较高的刚性和韧性,机械强度好。HDPE还具有好的介电性能,特别是绝缘介电强度高,使其适用于电线电缆,耐环境应力开裂性好。
HDPE大口径排污管和HDPE给水管材的特点相似,具有连接可靠、低温抗冲击优良、抗应力开裂性优良、耐化学腐蚀性优良、耐老化、使用寿命长、耐磨性好、可挠性好、水流阻小、搬运方便、施工方式多种性优良等特点。
用途说明
1、城镇雨、污水排放分流
HDPE大口径排污管具有抗酸腐、施工方便等综合优势,已成为城镇雨、污水排放分流的管材。
2、食品、化工领域
HDPE大口径排污管具有耐化学腐蚀性能,可用于各种酸碱盐的输送或排放,使用寿命长,成本及维护费用低。
3、置换水泥管、铸铁管和钢管
对于城市原有敷设的水泥管、铸铁管等进行旧管改造,可以不经过大面积开挖,直接将HDPE大口径排污管插入旧管中进行替换,工程造价低,施工时间短,适用于老城区的管路改造。
4、园林绿化管网
园林绿化需要大量的输水管道,HDPE大口径排污管成本低廉,值得大力推广。
包装储运
贮存时应远离火源,隔热,仓库内应保持干燥、整洁,严禁混入任何杂质,严禁日晒、雨淋。运输应贮放在清洁、干燥有顶棚的车厢或船舱内,不得有铁钉等尖锐物。严禁与易燃的芳香烃、卤代烃等有机溶剂混运。
热熔连接
|
■ 热熔连接前、后,连接工具加热面上的污物应用洁净棉布擦净。 ■ 热熔连接加热时间和加热温度应符合热熔连接规定。 ■ 热熔连接保压、冷却时间,应符合保压冷却期间不得移动连接或在连接件上施加任何外力。 ■ 热熔承插连接应符合下列规定: (1)用割刀或剪刀将PE管根据安装需要割断。 (2)在管材插入处标记号。 (3)将热熔器加温在230+10℃(国标管)、200+5℃(企标管)之内。 (4)同时熔融PE管材管件然后承插(承插到位后待片刻松手,在加热、承插、冷却过程中严禁扭动)。 (5)保持一定冷却时间松开,操作完毕。 (6)施工完毕,须经试压验收合格后,方可埋土投入使用。 ■ 热熔对接连接应符合下列规定: (1)将需要安装连接的两根PE管材同时放在热熔器夹具上(夹具可根据所要安装的管径大小换夹瓦),每根管材另一段用管支架托起至同一水平面。 (2)用电动铣刀分别将管材端面切平整,确保两管材接触面能充分吻合。 (3)将电加热板升温至230+10℃(国标管)、200+5℃(企标管),放置两管材端面中间,操作电动液压装置使用两端面同时与电热板接触加热。 (4)抽掉加热板,再次操作液压装置,使已熔融的两管材充分对接并锁定液压装置(防止反弹)。 (5)保持一定冷却时间松开,操作完毕。 (6)施工完毕,须经试压验收合格后,方可埋土投入使用。 | 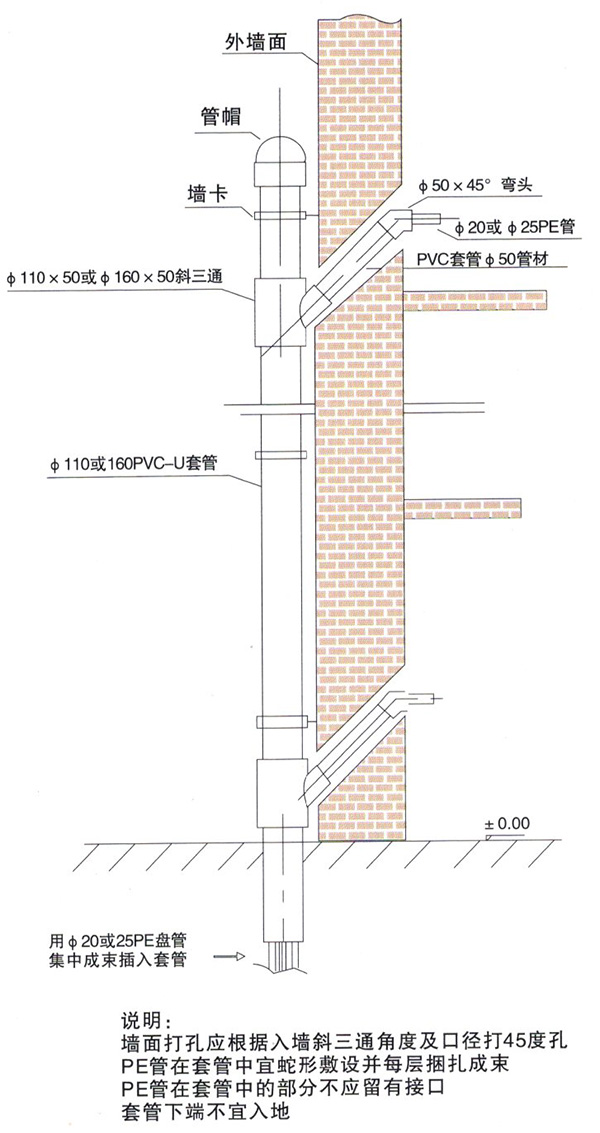 |
|
公称壁厚 (mm) | 对接工艺 | ||||
| 第一步:预热 | 第二步:熔融 | 第三步:切换 | 第四步:对接 | 第五步:冷却 | |
|
预热压力:0.15MPa 预热温度:230±10℃国标管 200±5℃企标管 预热卷边高度h(mm) |
熔融压力:0.15MPa 熔融温度:230±10℃国标管 200±5℃企标管 加热时间(秒) | 允许Max切换时间(秒) |
允许焊接压力 0.15MPa 增压时间(秒) |
允许焊接压力 0.15MPa 增压时间(秒) | |
| <4.5 | 0.5 | 45 | 5 | 5 | 6 |
| 4.5~7 | 1.0 | 45~70 | 5~6 | 5~6 | 6~10 |
| 7~12 | 1.5 | 70~120 | 6~8 | 6~8 | 10~16 |
| 12~19 | 2.0 | 120~190 | 8~10 | 8~11 | 16~24 |
| 19~26 | 2.5 | 190~260 | 10~12 | 11~14 | 24~32 |
| 26~37 | 3.5 | 370~500 | 16~20 | 19~25 | 45~60 |
| 37~50 | 3.5 | 370~500 | 16~20 | 19~25 | 45~60 |
| 50~70 | 4.0 | 500~700 | 20~25 | 25~35 | 60~80 |
热熔连接图示说明
热熔对接:使用该方法连接时,采用热熔对接焊接,具体步骤如下:

1. 准备好所需工具。 | 
2. 把待连接管材置于焊机夹具上并夹紧,清洁管材待连接端并铣削连接面,校直两对接件,使其错位量不大于壁厚的10%。 | 
3. 放入加热板。 | ||
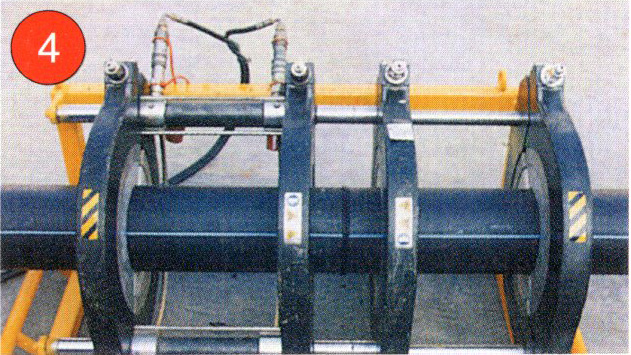
4. 加热完毕,取出加热板,迅速接合两加热面,升压至熔接压力并保压冷却。 | 
5. 热熔完成。 |
电熔连接:电熔承插连接的特点是连接方便、迅速,外界因素干扰小,在口径较小的管道及施工困难的场合下应用比较经济,具体步骤如下:
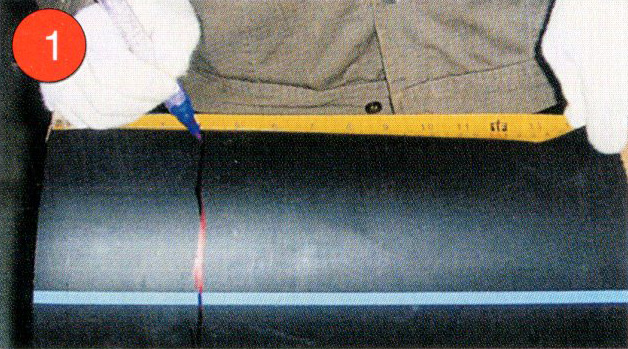
1. 清洁管材待连接面上的污物,标出插入深度。 | 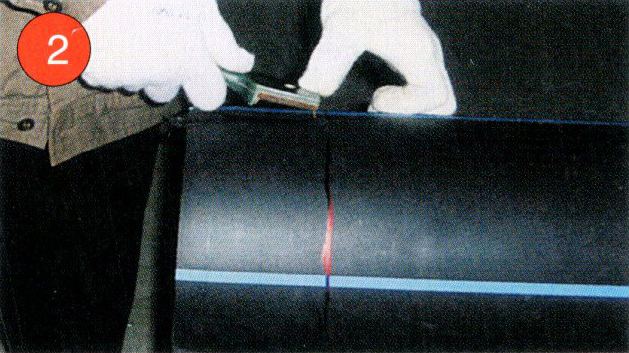
2. 刮除其表皮。 | 
3. 将电熔管件套在管材上,把管校直保证在同一轴线上。 | ||

4. 通电熔接,待观察孔内应有少许熔体顶出。 | 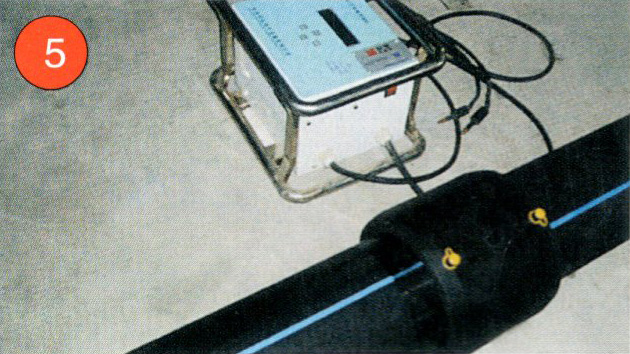
5. 冷却,电熔完成。 | 注意事项:连接时,通电加热时的电压和加热时间选择应符合电熔连接机具生产厂家的规定。电熔连接冷却期间,不得移动连接件或在连接件上施加任何压力。 |
过渡连接:在与金属管及管路附件(如阀门、水表等)的接口连接处采用丝扣或法兰等过渡管件进行连接。
 | 注意事项:该产品安装采用电熔、热熔和对接安装,运输时避免与尖锐硬物混装,贮存在避免强烈阳光照射应远离热源的仓库里,管材应避免油污及化学品污染,地面平整,应水平整齐堆放,堆放高度不超过1.5米。 |